在过去,人们认为金属疲劳,在某种程度上是由于材料的冶金性质变化。不知何故,金属在交替加载时过早失效。
这是一个众所周知的问题,也是许多产品故障的原因,包括一些涉及生命损失的故障。
如今,经过紧固件行业近几年的总结,疲劳是由于一种或多种裂纹穿过一种材料造成的。

疲劳呈渐进性开裂
裂纹可以从一些现有的缺陷开始,例如,金属中的夹杂物,或者在高应力点处,例如,凹口,并在每次加载时缓慢增长。
它可能需要数百万次的反复载荷 (被称为应力循环) 才能真正检测到裂纹。
随着裂纹长度的增加,剩余的材料承受着越来越大的应力,因为维持载荷的面积越来越小。当裂纹实际达到临界长度时,它会一直穿过材料,导致完全失效。

一个疲劳的裂缝需数年才能穿过螺栓
术语 “疲劳失效” ,经常用于描述由于持续载荷导致的零件损坏。这种疲劳的损伤相当于裂纹长度。
在一些关键应用中,要求使用染料渗透剂或甚至通过x射线定期检测螺栓裂纹,以确保不存在可检测裂纹。(裂纹可能存在于微观尺度上,即低于测量技术的检测阈值。)
螺栓是一种典型的多缺口零件,其疲劳性能将明显地受到螺栓的结构、尺寸、材料及制造工艺等多种因素的影响。与同样材料的缺口件相比,其疲劳强度通常明显偏低。
除螺纹外,影响螺栓疲劳性能的另外薄弱部位是螺纹与杆部的过渡处及螺栓头部和杆部的过渡圆角处。由于截面的突然变化,在这些部位也存在较高的应力集中。在此,我们列举了影响螺栓疲劳特性的10大因素,请大家看下图,以找到相应的螺栓位置。
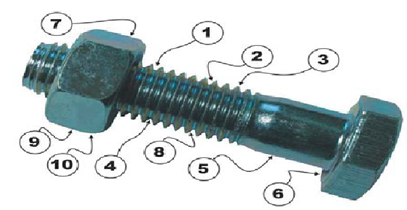
影响螺栓疲劳强度的因素
01、螺纹表面质量
螺纹的表面粗糙度对螺栓的疲劳寿命影响很大。如螺纹为M6-1.0的40CrNiMo钢制螺栓,其粗糙度由0.08~0.16降低到0.63~1.35时,疲劳强度下降33%;螺纹为M12-1.5的螺栓,其表面粗糙度由0.08~0.16降低到0.16~0.32时,疲劳强度下降21%。
02、螺纹滚丝工序的影响
滚压螺纹会产生形变强化层和较高的残余压应力,对阻止疲劳裂纹的萌生和早期扩展起到很大的作用;同时,也会降低牙谷的表面粗糙度,因而有利于螺栓疲劳强度的提高。但是,如果滚压螺纹后再进行热处理,就会使上述有利因素消失。所以从改善螺栓疲劳性能的角度考虑,应在热处理后滚压螺纹。但此时存在另一个问题,即螺栓特别是高强度螺栓经过热处理后其硬度通常较高,致使滚丝模具寿命降低。此外,如果滚丝的质量不够好,在螺纹的表面或根部产生微裂纹或类似接触疲劳的剥落现象,则改善螺栓疲劳性能的效果不明显,甚至会降低疲劳性能。
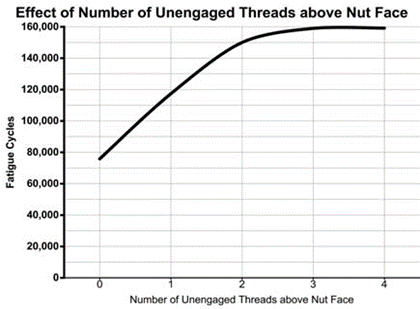
03、螺母端面与螺纹距离远近
测试表明螺母端面距离起螺纹位置越近,就会导致螺栓的越早失效。这是因为螺栓起螺纹的位置通常来说都是滚制*为粗糙的地方,存在更大的应力集中。螺栓副的**扣螺纹是应力*为集中的,让这**扣螺纹靠近起螺纹的位置,会导致疲劳强度的下降。所以,让螺栓副的**扣与起螺纹的地方有个2扣以上螺距的距离,会消除这个隐患。
螺纹牙谷形状和半径尺寸的影响。
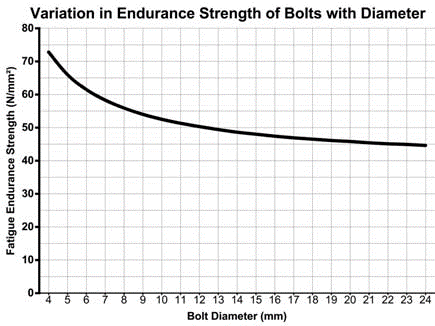
04、螺纹牙纹形状和尺寸
螺栓受力时,螺纹牙谷处就会产生应力集中,其值在很大程度上取决于牙谷的形状。改变牙谷的形状,如螺纹的牙谷槽越平滑,应力集中就越小,疲劳强度则越高。一般而言,平底牙谷的螺纹疲劳强度*低。如以圆形牙谷代替平底牙谷,螺栓的疲劳强度便可得到提高。螺栓的尺寸也对疲劳特性有影响,直径越大,其疲劳强度越低;这对于螺栓螺纹也是同样适用的。
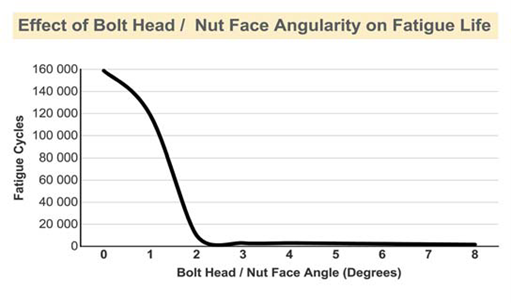
05、螺头底部的裂纹
疲劳裂纹通常在螺纹底部开始萌生,可是也常常在螺头底部开始。在螺头底部开始萌生的裂纹通常产生的原因是螺头过渡圆弧的直径设计不当造成的(不当的过渡圆弧直径引来的应力集中),或者是螺栓被安装在了一个倾斜的加持物上。一个很小的螺栓头部和加持物(也可以理解为螺母端面)的夹角,譬如:2度,会对疲劳强度有着难以估计的负面影响。这种现象在过去经常发生在被加持物为焊接件上(焊接件在焊接后通常会发生应力释放,结构形状会发生变化)。
06、应力的分布
落在螺母上的应力分布是不均衡的,大量载荷其实是由头几扣来承载的。所以,大量的螺栓副疲劳都是发生在螺母的头一、二扣的。所以我们可以看到,使得应力平均分布在螺栓副结合的那几扣的改进,都会提高疲劳强度的。
07、钢材冶金缺陷
有些螺栓是在冷镦或冷拔后不再进行切削加工,于是原材料的表面缺陷也就一直保留在成品零件的表面上。
螺栓表面的严重脱碳层是其上的一个薄弱区域,在冷镦后的滚丝过程中,由于钢材表面的变形量大,会把脱碳层大部分挤压到螺纹的顶部区域中。这种脱碳层的强度、硬度均很低,故极易发生磨损和脱扣(丝扣被剪坏)失效,并且极易成为疲劳裂纹源,造成早期疲劳失效。
08、改善螺栓副螺纹扣应力分布
对于改善螺栓副螺纹扣之间的应力分布,以来提高疲劳寿命;调查表明,也可以通过改变螺母的形貌来实现。在螺母与加持物接触的端面上,制造一个凹槽,可以提高25%的疲劳寿命。这种改进尤其适合于大尺寸螺栓。当然,还有其它方式来使得螺栓螺母结合的应力分布得以更加平均,譬如:将螺母的材质改为其它材质的,使得其弹性模量和螺栓的不同;再譬如:将螺栓和螺母的螺纹制作为不同螺距的;再或者,使用尖型的螺纹。
09、螺栓紧固到设计预紧力
在众多的案例中,使得螺栓副疲劳寿命提高的一个*为有效的手段就是:将螺栓紧固到设计预紧力。通常情况下,一个紧固到位的螺栓仅仅承载5%(甚至更少)的动载荷。因此,一个被紧固到位的螺栓对于疲劳载荷的抵抗力是很强的。这是因为交变载荷作用在螺栓上是很小的,所以在螺栓内部产生的交变应力也是很小的,通常远远低于螺栓可以承受的极限。当发生疲劳失效的时候,其中的原因十有八九都是因为螺栓预紧力没有达到设计值,进而将螺栓暴露于弯矩应力之下,进而早早导致失效。
关于锦瑞,无论您是紧固件的需求者/经销商/供应商,如想了解更多内容,可以访问锦瑞的官方网址:www.jiangsujinrui.com
锦瑞部分产品展示
江苏锦瑞金属制品有限公司工厂占地20000多平方米,注册资金5000万元人民币,投资总金额超1亿元人民币,年产量达20000多吨,产品远销海外40多个国家。
锦瑞公司自2001年创立以来,经过二十多年的不懈努力,发展成如今以江苏海安为生产基地,上海宝山和河南南阳为销售中心的全新布局。
目前锦瑞公司主要产品包括以下六大类:
1.螺栓类主要产品包括:公制及美制圆头椭圆颈螺栓(也称鱼尾螺栓),内、外六角螺栓,六角法兰螺栓,马车螺栓,轮毂螺栓等
2.螺柱类产品:全螺纹牙条,双头螺柱等
3.螺母类产品:六角螺母,法兰螺母,重型螺母,四方螺母,蝶形螺母等
4.螺钉类产品:自攻钉,自攻自钻螺钉,木螺钉,各类机螺钉等
5.垫圈类产品:平垫圈,弹垫圈,方型垫圈,锁紧类垫圈等
6.紧固件相关非标产品
锦瑞公司旗下的拉丝厂还对外提供线材精抽、粗抽和球化等加工服务,供应各种国内大品牌钢厂的成品线材。
锦瑞本着“开拓创新,追求卓越”的经营理念,先后引进多型号打头成型机、搓丝机、螺母机、热镦滚丝机、车床、大型热镦机以及与其配套的检测设备,如磁粉探伤机、金相分析仪、盐雾试验机、直读式光谱仪和光学筛选机、拉力机、维氏硬度计、洛氏硬度计等,并设有独立的研发部门,可生产国标(GB)、德标(DIN)、美标(ANSI)、日标(JIS)和ISO国际标准等各类高品质紧固件。产品广泛应用于石油、化工、锅炉、风力发电、高速公路护栏板、电梯导轨、机械制造、建筑工地、汽车配件及医疗器械等领域。
锦瑞自成立以来,蓬勃发展。集各家所长、精心设计、严格选材,使产品更加经久耐用,深受广大用户的好评和赞誉。锦瑞于2001年荣获ISO9001:2000国际质量体系认证,2010年获得特种设备制造许可证,2012年获得 TS16949汽车质量管理体系认证,且产品由中国人民保险公司承保"全球产品责任险",确保每一颗螺丝都要让客户使用得放心、坚心、安心!
无论现在还是将来,锦瑞都会始终抓住"质量**、科技兴企、用户至上、服务周到"这一核心服务理念,真诚的为大家提供优质的服务和高品质的产品,锦瑞也将成为您*忠实长期的合作伙伴。

